Vytlačování je proces, při kterém se hliníkové předvalky protlačují matricí, což má za následek požadovaný průřez, Proces vytlačování hliníku tvaruje hliník jeho zahřátím a protlačením pomocí hydraulického pístu přes tvarovaný otvor v matrici.Vytlačený materiál vystupuje jako dlouhý kus se stejným profilem jako otvor matrice.Po vytlačení je třeba horký hliníkový profil kalit, ochladit, narovnat a nařezat.

Proces vytlačování lze přirovnat k vymačkávání zubní pasty z tuby.Nepřetržitý proud zubní pasty má tvar kulatého hrotu, stejně jako hliníkový výlisek má tvar raznice.Změnou hrotu nebo matrice lze vytvořit různé profily vytlačování.Pokud byste zploštili otvor tuby zubní pasty, objevil by se plochý pásek zubní pasty.S pomocí výkonného hydraulického lisu, který může vyvinout tlak od 100 tun do 15 000 tun, lze hliník vytlačit do téměř jakéhokoli představitelného tvaru. Přirozené vlastnosti hliníku umožňují jeho vytlačování do složitých, složitých tvarů, což poskytuje inženýrům a návrháři s neomezenými možnostmi designu.
Existují dva způsoby extruze – přímá a nepřímá – a proces obecně probíhá takto:
Kostka se odlévá z průřezu tvaru, který chcete vytvořit.
Hliníkové předvalky se ohřívají v peci na přibližně 750 až 925 °F, což je bod, kdy se hliník stává měkkou pevnou látkou.
Jakmile se dosáhne požadované teploty, na sochor a beran se nanese šmouha nebo mazivo, aby se zabránilo slepení dílů k sobě, a předvalek se přenese do ocelového vytlačovacího lisu.
Beran vyvíjí tlak na sochor, tlačí ho skrz zásobník a skrz matrici.Měkký, ale pevný kov je protlačen otvorem v matrici a opouští lis.
Další sochor je naložen a přivařen k předchozímu a proces pokračuje.Složité tvary mohou vystupovat z vytlačovacího lisu tak pomalu jako jedna stopa za minutu.Jednodušší tvary se mohou objevit rychlostí až 200 stop za minutu.
Když tvarovaný profil dosáhne požadované délky, odstřihne se a přenese na chladicí stůl, kde se rychle ochladí vzduchem, vodní sprchou, vodní lázní nebo mlhou.
Po ochlazení hliníkového výlisku je přemístěn do nosítek, kde je narovnán a mechanicky zpevněn, aby se zlepšila jeho tvrdost a pevnost a uvolnilo se vnitřní pnutí.
V této fázi se výlisky řežou pilou na požadované délky.
Po nařezání mohou být extrudované díly ochlazeny při pokojové teplotě nebo přesunuty do sušáren, kde tepelné zpracování urychluje proces stárnutí v prostředí s řízenou teplotou.
Po přiměřeném stárnutí mohou být profily protlačků dokončeny (lakovány nebo eloxovány), vyrobeny (řezány, obráběny, ohýbány, svařovány, montovány) nebo připraveny k dodání zákazníkovi.
Proces vytlačování hliníku ve skutečnosti zlepšuje vlastnosti kovu a výsledkem je konečný produkt, který je pevnější a odolnější než dříve.Vytváří také tenkou vrstvu oxidu hlinitého na povrchu kovu, což mu dodává odolnost vůči povětrnostním vlivům a atraktivní přírodní povrchovou úpravu, která nevyžaduje žádnou další úpravu, pokud není požadována jiná povrchová úprava.
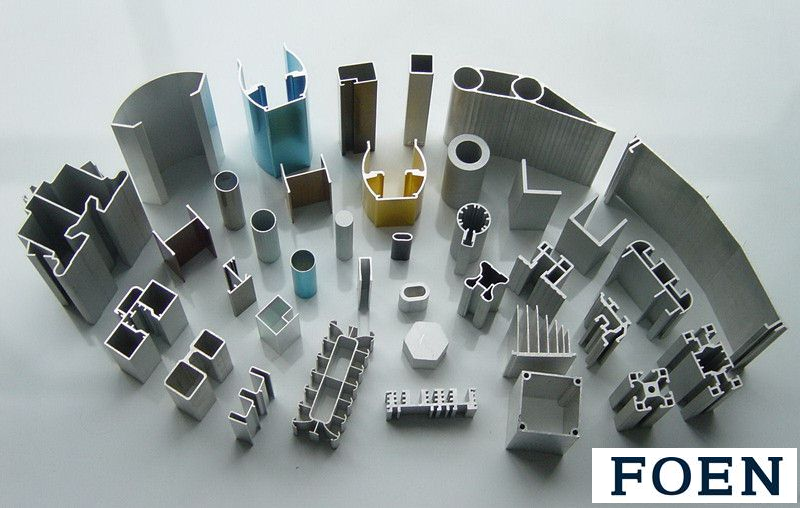
FOEN Aluminium Extrusion je předním světovým výrobcem extrudovaných hliníkových profilů.Dokážeme uspokojit nejnáročnější požadavky od standardních profilů až po složité vícedílné hliníkové výlisky ve standardních a patentovaných hliníkových slitinách s rozměrovou přesností a vynikající kvalitou povrchu.

Naše celostátní síť výrobních a dodavatelských zařízení nám umožňuje vyrábět všechny tvary, velikosti, slitiny a temperování.FOEN nabízí kompletní řešení pro výrobky z extrudovaného hliníku, které vyžaduje automobilový průmysl, hromadná doprava, mostní konstrukce a solární/obnovitelné zdroje energie, stejně jako ekologické aplikace pro stavební a stavební trh.
Čas odeslání: 24. dubna 2022